
Спуски на ноже – это часть лезвия, которое сужается от обуха к режущей кромке. Спуски могут иметь самую разнообразную форму, но в большинстве клинковых изделий применяются три формы спусков:
- прямые спуски – могут быть как от обуха, так и от любой части клинка
- спуски в виде вогнутой линзы – также могу начинаться от любой части клинка
- спуски в виде выпуклой линзы (конвекса).

Источник фото: https://psk35.ru/stati/pod-kakim-uglom-zatachivat-nozhi.html
Отдельно можно выделить две формы спусков, которые одновременно образуют подвод – это геометрии «сканди» и односторонний спуск («стамеска»).

Подвод – это место, где спуски сужаются и переходят в режущую кромку. Подвод может быть самой разнообразной ширины. Особое место занимает так называемая геометрия «сканди». При такой геометрии спуски и подвод объединены вместе, и режущая кромка начинается с линии начала спусков, а нож фактически сведен «в ноль», то есть не имеет толщины сведения. Также ножи могут иметь помимо двухстороннего, односторонний подвод, совмещенный со спуском. Это происходит в случае использования на ноже так называемой «стамесочной» заточки, при которой спуск с одной стороны переходит в режущую кромку без образования подвода, с другой стороны у такого клинка будет плоская поверхность.

Ширина подвода имеет как практическое, так и эстетическое значение. Нож с узким подводом выглядит зачастую более качественным и дорогим. Также узкий подвод, особенно в сочетании с вогнутыми спусками дает очень легкий и мягкий рез, так как нож фактически проваливается в разрезаемый материал сразу после начала реза. Нож с широким подводом выглядит внешне достаточно небрежно и зачастую имеет толстое сведение, которое производитель пытается компенсировать именно этой шириной подвода, заточенного на острый угол.
Помимо обычного подвода, нож может иметь и так называемый «микроподвод». Это участок подвода, отграниченный от основного с помощью создания дополнительного угла заточки и расположенный непосредственно у режущей кромки. Назначение микроподвода – укрепление режущей кромки клинка за счет добавления дополнительной грани с более тупым углом, чем основная грань подвода. Микроподвод позволяет дольше удерживать остроту, за счет упрочнения режущей кромки ножа. Это особенно важно для ножей с тонким, деликатным сведением, ножей с односторонним спуском, а также для ножей с геометрией «сканди».
Сведением ножа принято называть толщину клинка в точке перехода спусков в подвод. Толщина сведения измеряется в долях миллиметра. Это один из важнейших факторов качественного реза ножа, так как сразу после первичного прорезания любого материала происходит погружение клинка именно за счет сведения. Чем оно тоньше, тем легче клинок проходит в материал и тем более эффективной и легкой становится работа таким ножом.

Традиционно считается, что для кухонных ножей, которые работают по достаточно мягким поверхностям разделочных досок, особенно торцевых, больше всего подходит сведение 0,2 — 0,3 мм. В комбинации с общим углом заточки в пределах 20-30 градусов, такое сведение будет давать оптимальное качество реза.

Для ножей, предназначенных для ежедневного ношения в городских условиях, либо для хозяйственных целей без существенных боковых нагрузок, охотничьих ножей, сведение рекомендуется 0,4 - 0,5 мм.
Для туристических ножей, хозяйственных ножей, предназначенных для тяжелых работ с явными боковыми нагрузками, оптимальным сведением будет 0,5 – 0,6 мм. Для ножей, предназначенных для рубящих работ, таких как кухонные тяпки и лагерные ножи широкого спектра применения, режущая кромка должна иметь максимальную прочность и сведение от 0,6 до 1 мм. Требовать легкого комфортного реза от таких ножей невозможно, клинок с таким сведением будет раскалывать твердые продукты (яблоки, картофель и т.п.), но в тоже время будет противостоять сколам и заминам, особенно если сталь будет достаточно пластичной. Все указанные значения сведения являются идеальным вариантом, именно с учетом сферы использования ножа и применимы в первую очередь для ножей, изготовляемых мелкими партиями или на заказ. При массовом производстве большинство изготовителей выпускают продукцию с усредненным сведением: для кухонных ножей в диапазоне 0,2-0,4 мм, для туристических и EDC-ножей в диапазоне 0,5 – 0,8 мм.
Большое значение сведение играет в геометрии клинка "выпуклая линза" (convex). Спуски в такой геометрии не имеют ярко выраженного подвода и поэтому именно сведение является главным ориентиром при заточке таких ножей. При использовании специальных насадок для заточки в линзу, например таких, как насадки TSPROF, выбирать диапазон углов заточки необходимо в зависимости от толщины сведения. При минимальной толщине в 0,2 – 0,4 мм, подойдет насадка 4,3 градуса; при средней толщине в 0,4 – 0,6 мм, насадка в 7,2 градуса; при толстом сведении от 0,7 мм и выше, насадка в 10,7 градусов.
Режущая кромка — это основной инструмент реза любого ножа. Представляет собой передний край режущего инструмента, линию контакта клинка с прорезаемой поверхностью. Образуется двумя сторонами подвода или в случае односторонней («стамесочной») заточки подводом и плоскостью клинка. Режущая кромка формируется в процессе заточки пересечением заточных фасок на металлической матрице. А сам рез осуществляется за счет так называемой «карбидной пилы», то есть набором тугоплавких твердых частиц образованных соединением металлов и углерода. Качество и продолжительность реза зависит от максимальной доводки кромки в процессе заточки, при которой происходит заглаживание выступающих карбидов в матрицу. Доводка противостоит их разрушению, выпадению из структуры и затупленною ножа.
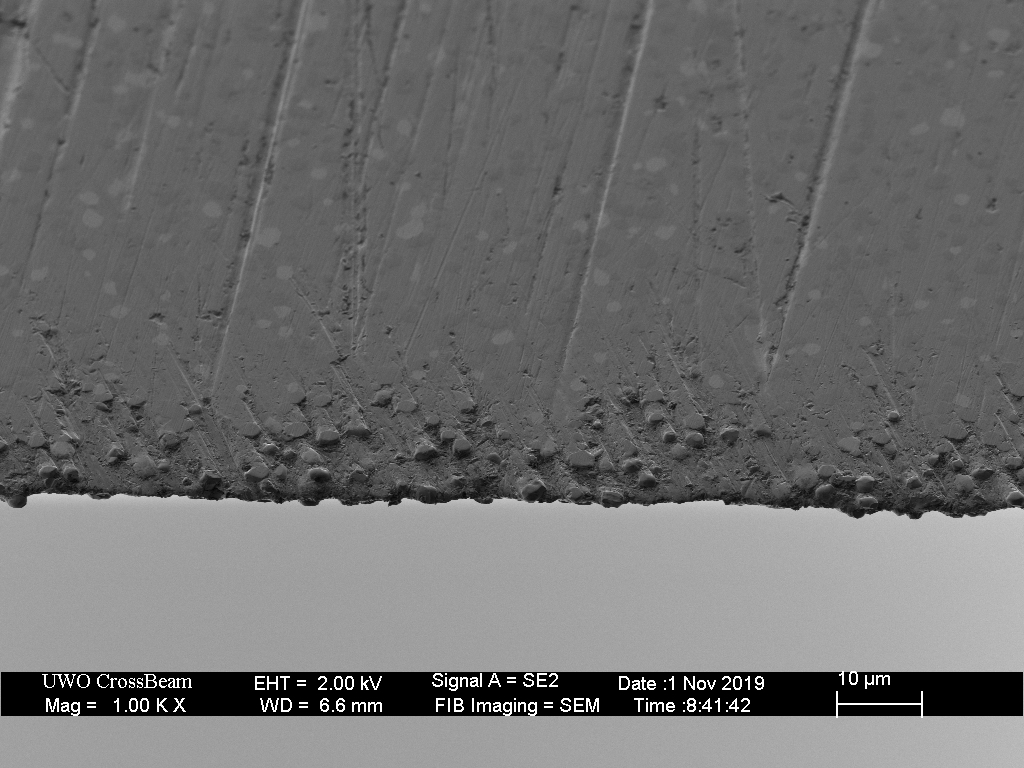
Источник фото: https://scienceofsharp.com/2019/11/03/carbides-in-maxamet/
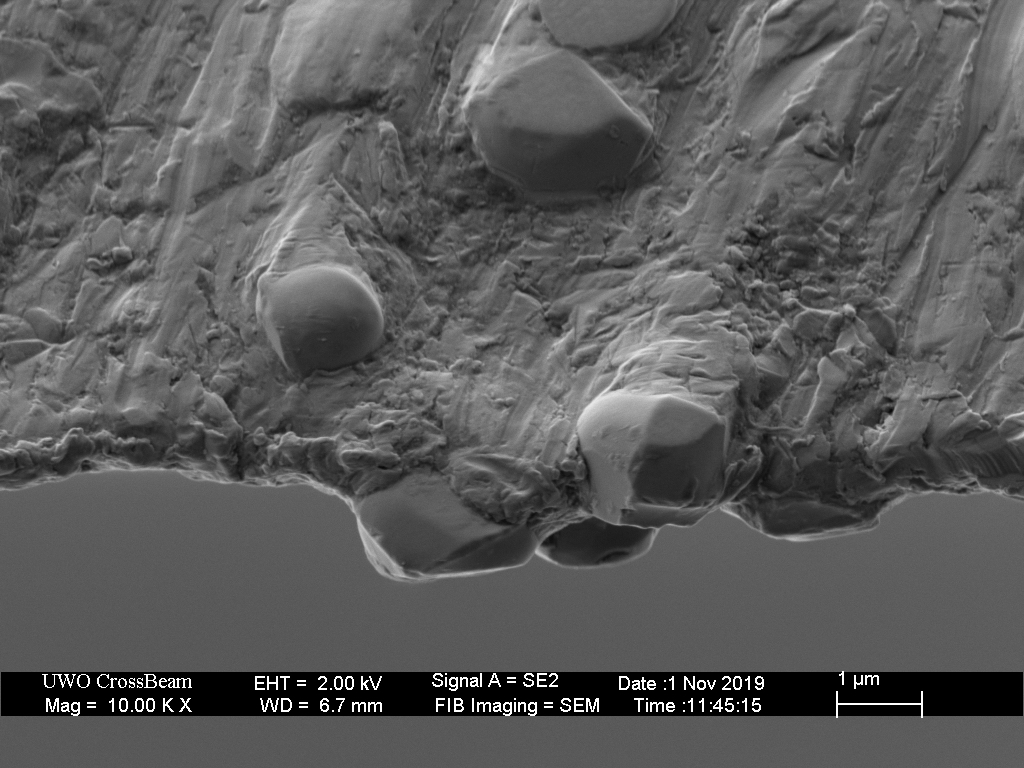
Источник фото: https://scienceofsharp.com/2019/11/03/carbides-in-maxamet/
Таким образом, нож с максимальным качеством реза представляет собой комбинацию тонкого сведения, узкого и равномерного по ширине подвода, а также хорошо доведенной режущей кромки. Только редкие мастера заточки способны заточить нож до оптимального состояния вручную. Однако максимальное качество заточки вполне доступно любому человеку с использованием заточных систем с поворотным механизмом TSPROF.
