Для защиты изделий из алюминия от коррозии и укрепления структуры его поверхности применяется так называемое «оксидирование», которое создает на поверхности изделия толстую пленку. Оно может проходить в двух вариантах: химическое оксидирование в растворе хрома и анодирование с помощью анодной поляризации изделия в электролите. То есть анодирование – это процесс создания оксидной пленки на поверхности металлов и сплавов. Главная цель этой процедуры - уменьшить склонность металла к коррозии, а также улучшить внешний вид металлического изделия.
Наиболее частой технологией анодирования алюминия является так называемое сернокислое анодирование – по химическому составу анодного раствора (электролита). В результате процедуры анодирования происходит нарастание на поверхности алюминия толстого анодного покрытия с порами разного размера. Толщина покрытия и размеры пор зависят от концентрации серной кислоты в анодном электролите, температуры анодного раствора и плотности тока, поступающего через электролит на поверхность алюминия.
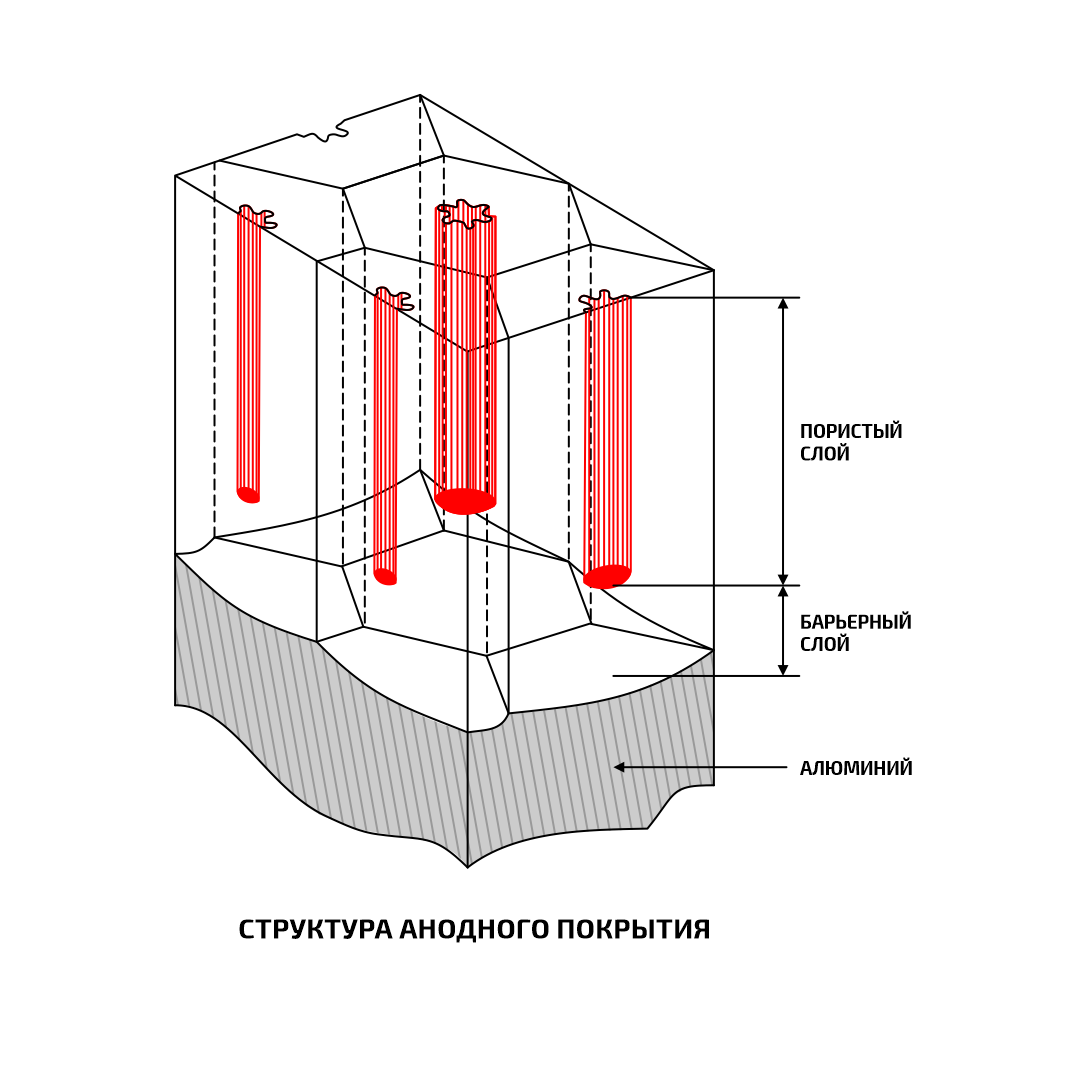
По своей структуре анодное покрытие состоит из пористого слоя и находящегося под ним барьерного. Толщина барьерного слоя зависит от состава электролита и технологических параметров. При анодировании барьерный слой образуется первым, и его толщина прямо зависит от величины плотности анодирования.
Чистый алюминий высшего качества анодируется лучше, чем сплавы с другими металлами. Внешний вид анодного покрытия и его свойства (износостойкость, коррозионная стойкость и т.п.) зависят как от типа алюминиевого сплава, так и от соблюдения технологии при его производстве. Размер, форма и распределение интерметаллидных (состоящих из двух и более металлов), частиц также влияют на качество анодирования. Химический состав алюминиевого сплава является особенно важным в изделиях, которые требуют блестящего анодирования, в этом случае необходимо, чтобы уровень нерастворимых частиц был как можно ниже.

Процесс анодирования состоит из трех этапов:
1. Подготовительный этап, в ходе которого алюминиевое изделие механически и электрохимически обрабатывается. Поверхность очищается, шлифуется и обезжиривается. Затем изделие помещается в щелочной раствор, для его протравливания. Последней стадией подготовки становиться погружение в кислотный раствор, где оно осветляется, после чего изделие тщательно промывается от кислоты.
2. Непосредственно этап химического анодирования алюминия. Для этого изделие подвешивают на специальные кронштейны и помещают в ванну с электролитом между двумя катодами. В качестве электролитов могут выступать растворы серной, щавелевой, хромовой и сульфосалициловой кислот, иногда с добавлением органической кислоты или соли. Серная кислота является самым распространенным электролитом, однако с его помощью не удается качественно обработать изделия с мелкими отверстиями или зазорами. Для этих целей лучше подходят хромовые кислоты. Щавелевая кислота в свою очередь создает наилучшие изоляционные покрытия разных цветов. Разные концентрации кислот и плотность тока дают разные результаты конечной продукции. Повышение температуры и понижение плотности тока дает мягкую и пористую пленку. При понижении температуры и повышении плотности тока покрытие увеличивает свою твердость. Диапазон температур в сернокислом электролите колеблется от 0 до 50 градусов по Цельсию, а диапазон плотности от 1 до 3 А/дм2 (Ампер на дециметр в квадрате). Концентрация электролита может колебаться в пределах 10-20 % от объема в зависимости от необходимости.
В процессе анодирования анодные ячейки, включая поры образуют шестигранную структуру, которая, как считают специалисты, выполняет принцип минимальности энергии и не зависит от применяемого типа электролита. Шестигранная форма имеет энергетическое происхождение.
Толщина анодного покрытия увеличивается с увеличением длительности анодирования. Однако степень роста толщины зависит от нескольких факторов, таких как тип электролита, плотность тока, длительность обработки и т.д. Первоначально происходит быстрое и постоянное увеличение фактической толщины, а затем начинается уменьшение скорости роста толщины, пока не наступит стадия, при которой толщина остается приблизительно постоянной, не смотря на продолжающуюся подачу электрического тока. Это связано с тем, что в ходе анодирования происходит как непрерывный рост толщины покрытия, так и его растворение под воздействием электролита (раствора серной кислоты).
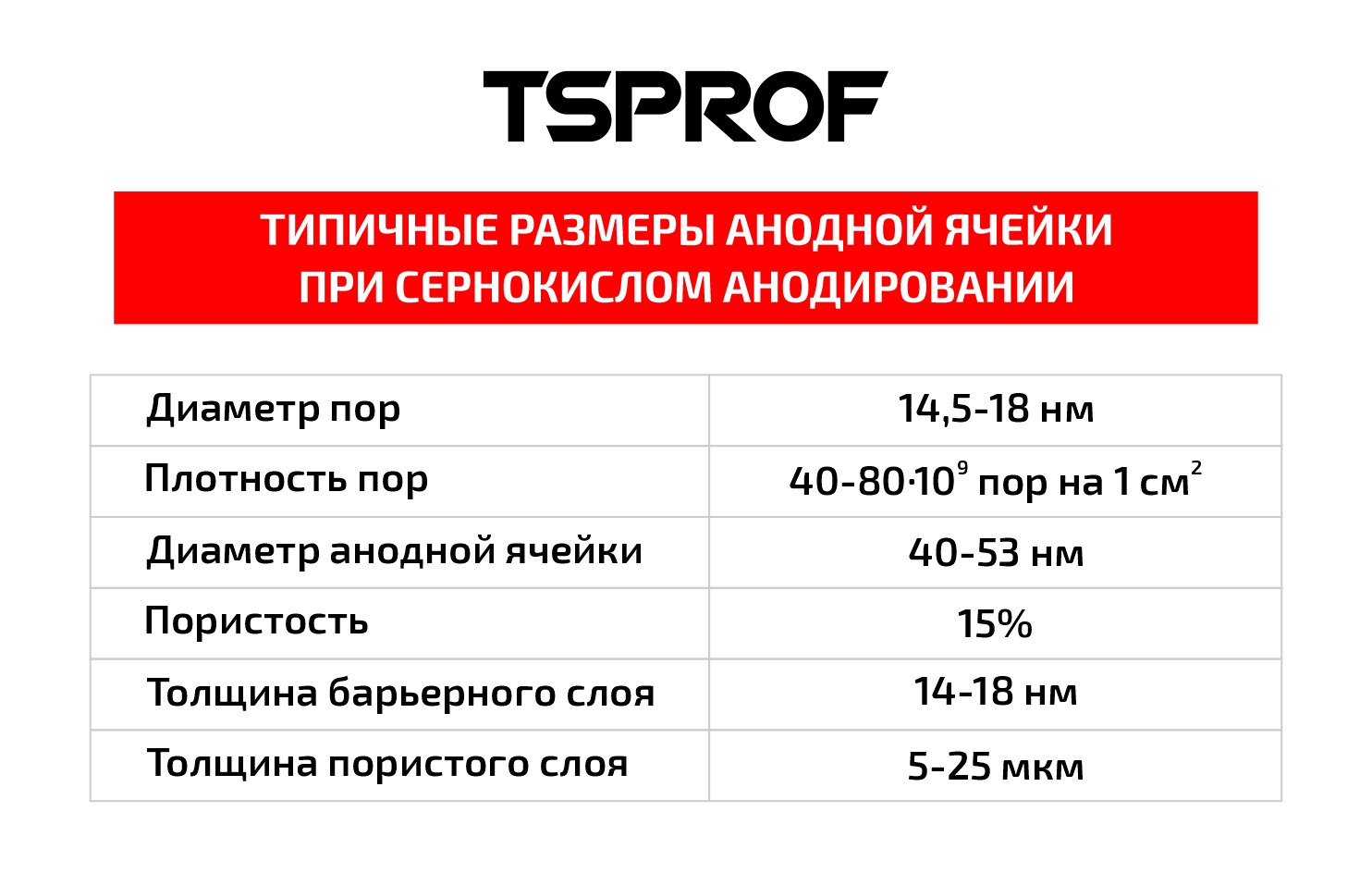
Размеры анодных ячеек прямо зависят от параметров анодирования. С увеличением напряжения размеры анодной ячейки увеличиваются, а количество пор соответственно уменьшается. Соотношение между размером ячеек и напряжением приблизительно линейное, то есть чем больше напряжение, тем больше размеры ячейки.
3. Третьим и важнейшим, становится этап закрепления. Так как после анодирования поверхность изделия становится пористой и мягкой, возникает необходимость закрыть поры. Эта процедура проводится с помощью погружения изделия в нагретую пресную воду, либо с помощью обработки паром, либо специализированным раствором. Однако если изделие планируется впоследствии покрасить, то закрепление не производится, так как краска сама заполняет пустое пространство в порах.
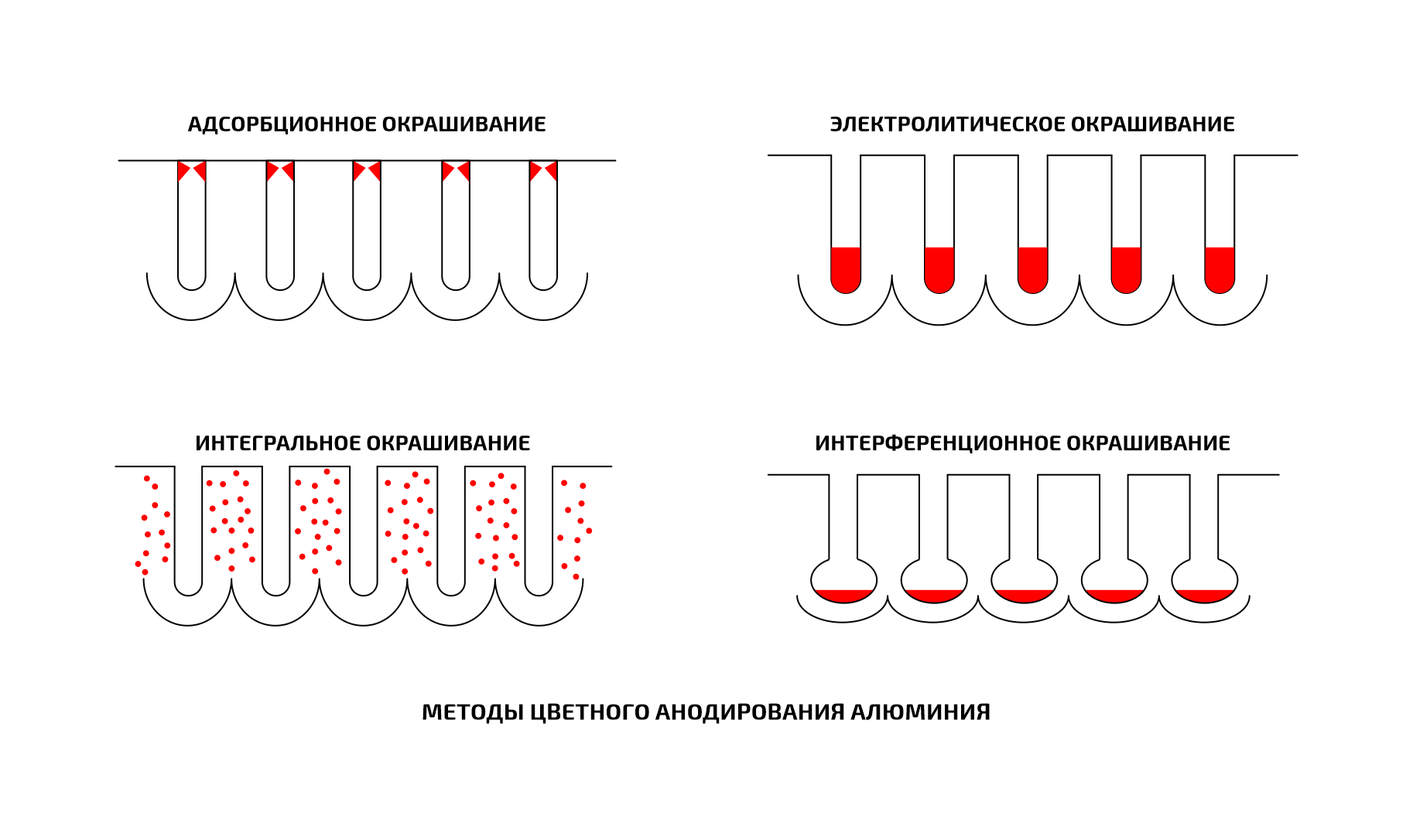
Для цветного анодирования применяется четыре метода:
1. Пропитка пористого слоя специальными красителями (метод адсорбции). После ванны с электролитом, изделие погружают в раствор с красителем, разогретым до определенной температуры (55-75 град. по Цельсию), на некоторое время (от 5 до 30 минут), а затем дополнительно уплотняют, чтобы увеличить окрашенный слой.
2. Электрохимическое осаждение в поры различных металлов (метод электролитического окрашивания, оно же черное анодирование алюминия) – это получение сначала бесцветной анодной пленки, а затем продолжение процесса в кислом растворе солей некоторых металлов (меди, марганца, олова и т.д.). Цвет готового изделия получается от бронзового до черного.

3. Специальное легирование за счет выпадения частиц в объеме пористого слоя, но не в самих порах – метод интегрального окрашивания. При этом методе, в раствор электролита для анодирования добавляют органические соли, благодаря которым и происходит покраска изделия.
4. Электролитическое окрашивание с помощью специального легирования за счет дополнительного расширения пор вблизи их дна (метод интерференционного окрашивания). Технологически сходен с методом интегрального окрашивания, но позволяет получить большее количество оттенков, благодаря формированию специального светоотражающего слоя.
В точилках Профиль К03 анодированию в обязательном порядке подвергается рамка поворотного механизма. Эта деталь постоянно подвергается нагрузке во время заточки и трению, от перемещающихся по ней зажимов. Анодирование производится для защиты от чрезмерно быстрой выработки поверхности рамки, оно позволяет укрепить рамку повысив ее износостойкость.

