Однако в случае высокой вязкости стали, связанной с ее первоначальными характеристиками или нарушениями режимов при термообработке заусенец приобретает высокую устойчивость. Также в его формировании могут играть роль качества абразива, а также соотношение твердости абразивного камня к твёрдости обрабатываемого металла. Чем выше твердость абразивного зерна и чем меньше при этом твердость стали, тем сильнее образуется заусенец. Относительно мягкие камни для заточки, например из карбида кремния, за счет образования большого количества суспензии, работая по мягкой стали удаляют заусенец гораздо эффективнее, чем алмазные бруски, имеющие предельную твёрдость зерна.

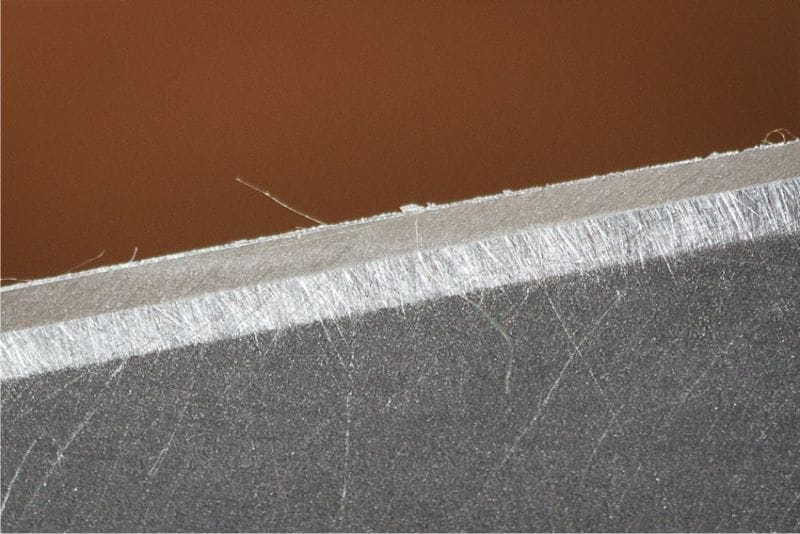
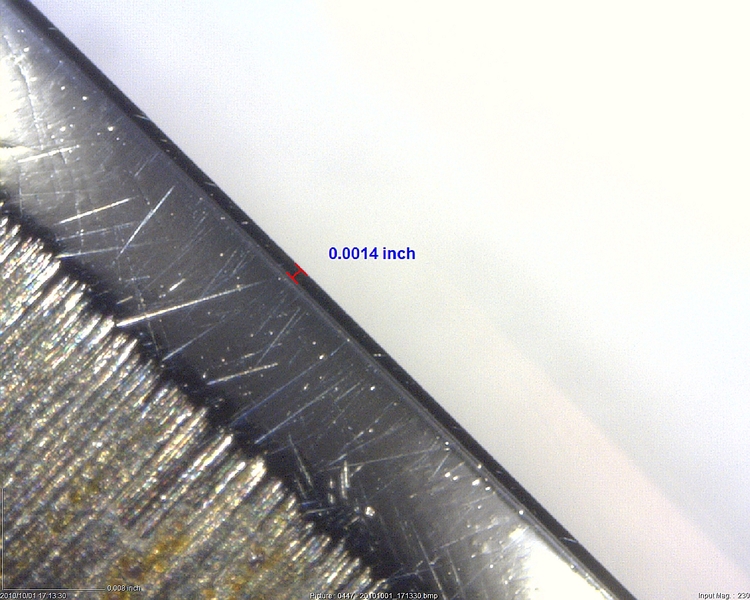
При формировании устойчивого заусенца металл образует тонкие пластины разного размера и формы, которые отчетливо видны в микроскоп на поверхности режущей кромки. Они напоминают фольгу, которая «висит» под разными углами, зачастую закручиваясь в спирали. Так как заусенец сам по себе имеет очень тонкую структуру, то оставшись на ноже он может действовать, как агрессивная микропила.
При соприкосновении с мягким материалом, она способна самостоятельно разрезать его и нож демонстрирует даже определенную «агрессию реза» и может казаться острым. Однако при взаимодействии с твердым материалом заусенец начинает сминаться в более плотный комок и нож перестает резать. Кроме того, он может просто отвалиться от поверхности режущей кромки, а на его месте остаётся не проточенный участок, не имеющий режущих свойств. Таким образом выглядящий заточенным нож стремительно теряет остроту. Удаление устойчивого заусенца является главной задачей при заточке ножа, а методы борьбы с ним должны быть в арсенале каждого заточника.
Источник фото: https://kitchendecorium.ru/accessories-decor/posuda/kak-natochit-nozh.html
Для удаления заусенца существует несколько способов:
1. Классическая доводка клинка после основной заточки движением от режущей кромки к обуху. Она осуществляется финишным камнем, например камнем из оксида алюминия зернистостью 1200 грит или алмазными (либо эльборовыми) брусками зернистостью 7/5 или 5/3. В результате многочисленных движений с постоянной сменой стороны подвода заусенец отваливается от режущей кромки. При доводочных операциях необходимо осуществлять минимальное давление абразивом на режущую кромку, а последние движения необходимо делать вообще без давления. Этот способ эффективен для достаточно «сухих» и твердых сталей (более 60 HRC). Но даже на таких сталях опытные заточники рекомендуют сделать несколько «контрольных» движений на коже. Они необходимы для удаления остаточного, самого мелкого и почти незаметного заусенца. Для этой цели чаще всего используются доски для правки ножей имеющие плотную, толстую кожу (чаще всего чепрак). Очень важно, чтобы кожа находилась на твердом основании и не прогибалась. Движения клинком напоминают доводочные при заточке и выполняются с минимальным давлением.

2. Второй способ подходит для доводки ножей из мягких сталей или твердых, но вязких (например, кованых порошковых). Он включает расшатывание и сбивание заусенца с помощью мягких и достаточно абразивных материалов. При этом если сталь ножа явно склонна к образованию заусенца, то его удаление следует начинать уже на ранних этапах заточки. После обдирочных работ по режущей кромке проводят деревянным бруском из достаточно твердой древесины. Для тех же целей можно использовать джутовый или пеньковый канат, войлок, картон или винную пробку. Этот способ борьбы с заусенцем демонстрирует достаточно высокую эффективность, при основной заточке, но на тонких этапах доводки он не эффективен и требуется вновь переходить на доску для правки, описанную в первом способе.

3. Эффективно избавиться от заусенца помогает создание микроподвода, который представляет собой формирование на уже созданной под определенным углом режущей кромке, дополнительного подвода с большим углом. Чаще всего на угле подвода 30 общих градусов создается микроподвод в 40 градусов. Зачастую, даже достаточно сложный и вязкий заусенец удаляется методом создания такого микроподвода. Он создается твердыми природными камнями, в первую очередь Arkansas Black, Arkansas Translucent или техническая яшма. Помимо борьбы с заусенцем создание микроподвода приводит к упрочнению режущей кромки на достаточно сухих и склонных к выкрашиванию сталях с крупными карбидами (Х12МФ, D2 и т.п.).
Источник фото: https://guns.allzip.org/topic/224/1265756.html
4. Ступенчатая заточка с подъемом угла на 1-2 градуса, подразумевает увеличение угла после каждого абразива при переходе на следующий более тонкий. На примере синтетических камней Boride из оксида алюминия, она может выглядеть так: после обдирочного камня F120, при переходе на камень F220 - подъем угла на 1 градус, затем при переходе на камень F320 – подъем угла на 1 градус, и так каждым следующим камнем. Далее возможна дополнительная доводка на природных абразивах также с увеличением на один угол. Ступенчатая заточка позволяет гарантировано убирать даже самый стойкий, «фальгированный» заусенец. Но при этом она, конечно, визуально влияет на качество подвода, который теряет эстетическую привлекательность.
Источник фото: https://www.liveinternet.ru/users/oldtor/post410284698
Умение заточника удалять устойчивый заусенец является одним из важнейших качеств и характеризует уровень его мастерства. Как и все остальные навыки для качественной заточки – этот формируется благодаря индивидуальному опыту и вдумчивой регулярной практике работы.
Читайте также:
Острота ножа. Все ли зависит от заточника?
