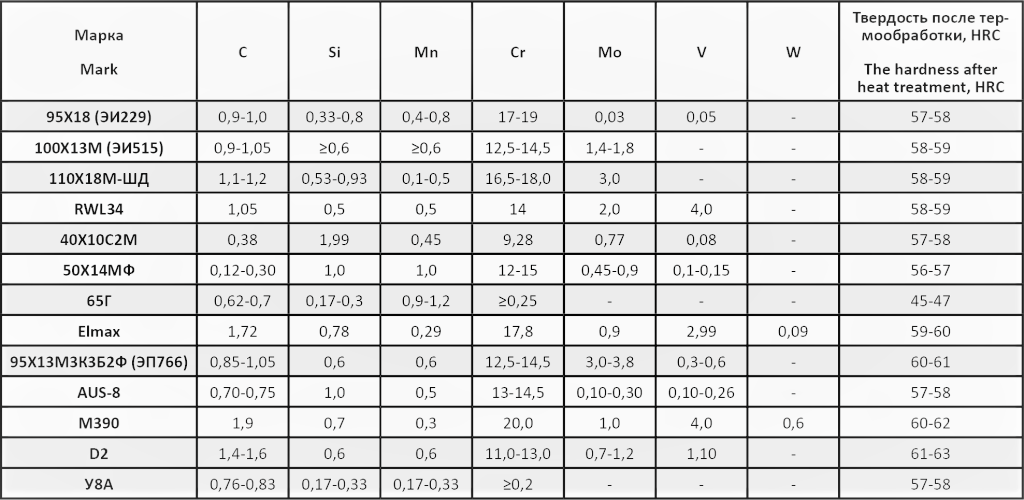
1. Химический состав стали
Одним из самых важных факторов, позволяющим создать на ноже максимально острую и при этом устойчивую режущую кромку, является химический состав стали. Лидерами по вредному воздействию на металлические сплавы, среди химических элементов, являются сера и фосфор. Именно их количество в составе ножевой стали должно быть сведено к минимуму. Содержание фосфора делает сталь хрупкой, снижая ударную вязкость металла. Сера в свою очередь вызывает образование сульфида железа, который также очень сильно снижает упругость сплава. Она же является причиной образования горячих трещин при термообработке, которые делают сталь склонной к выкрашиванию. Премиальные металлы содержат не более 0,015% серы и до 0,025% фосфора, но такие параметры достижимы лишь в самых дорогих сплавах. Многие ножи среднего ценового сегмента, имеют сталь с существенно большим количеством этих веществ, а самые дешевые могут содержать критический объем. Превышение доли до 0,2%, может приводить к серьезным проблемам не только в эксплуатации такого ножа, но и в его заточке. Клинок будет быстро терять остроту, выкрашиваясь на твердых материалах. А при заточке он будет интенсивно скалываться, даже при использовании "щадящих" абразивов, таких как оксид алюминия на керамической или магнезиальной связке. Заточить нож с таким дефектом стали быдет очень не просто.
2. Технология производства стали
Еще одним фактором, влияющим на остроту, является технология производства стали. В этом случае очевидно, что порошковые технологии могут дать возможность получить более тонкодисперсную и более однородно-распределённую карбидную фазу. Это изначально другое качество металла, по сравнению с «обычными» сталями. Таким образом заточка хорошего порошка может дать максимальную остроту и стойкость режущей кромки, превышающие результаты любых других сталей.


3. Термообработка (ТМО)
Исключительную важность для качества стали и приобретаемых ею свойств имеет процесс ее термообработки. Он представляет собой совокупность операций нагрева, выдержки и охлаждения твёрдых металлических сплавов. В результате получается сталь с заданными свойствами, в ней происходят изменения внутреннего строения и структуры. И здесь ключевую роль играют такие факторы как: время нагрева стали, тип применяемой печи, размер заготовок, их расположение в печи, время выдержки. Сама по себе термообработка может состоять из множества фаз:
1) Отжиг, целью которого является получение равновесной структуры стали.
2) Закалка, в ходе которой сталь нагревают до температуры выше критической, выдерживают при этой температуре некоторое время и охлаждают.
3) Отпуск, необходимый для снятия внутренних напряжений. В результате отпуска стали материал становится более пластичным, при уменьшении прочности.
4) Нормализация, процесс по технологии близкий к закалке.
5) Криогенная обработка — это термообработка при сверхнизких температурах - 153 градуса, необходимая для упрочнения стали.

Все указанные процессы должны проходить при строгом соблюдении установленных технологических правил. Даже самые незначительные ошибки могут привести в последствии к изменению качества стали и не возможности заточить ее на максимум. «Пересушенная сталь» будет выкрашиваться, «не докалённая» не будет удерживать остроту.
4. Отсутствие вредных воздействий связанных с «эффектом памяти» стали
Еще одним из факторов, влияющих на достижение максимальной остроты, является отсутствие в процессе производства изделия вредных воздействий, способных оказать влияние на технологическую память стали.
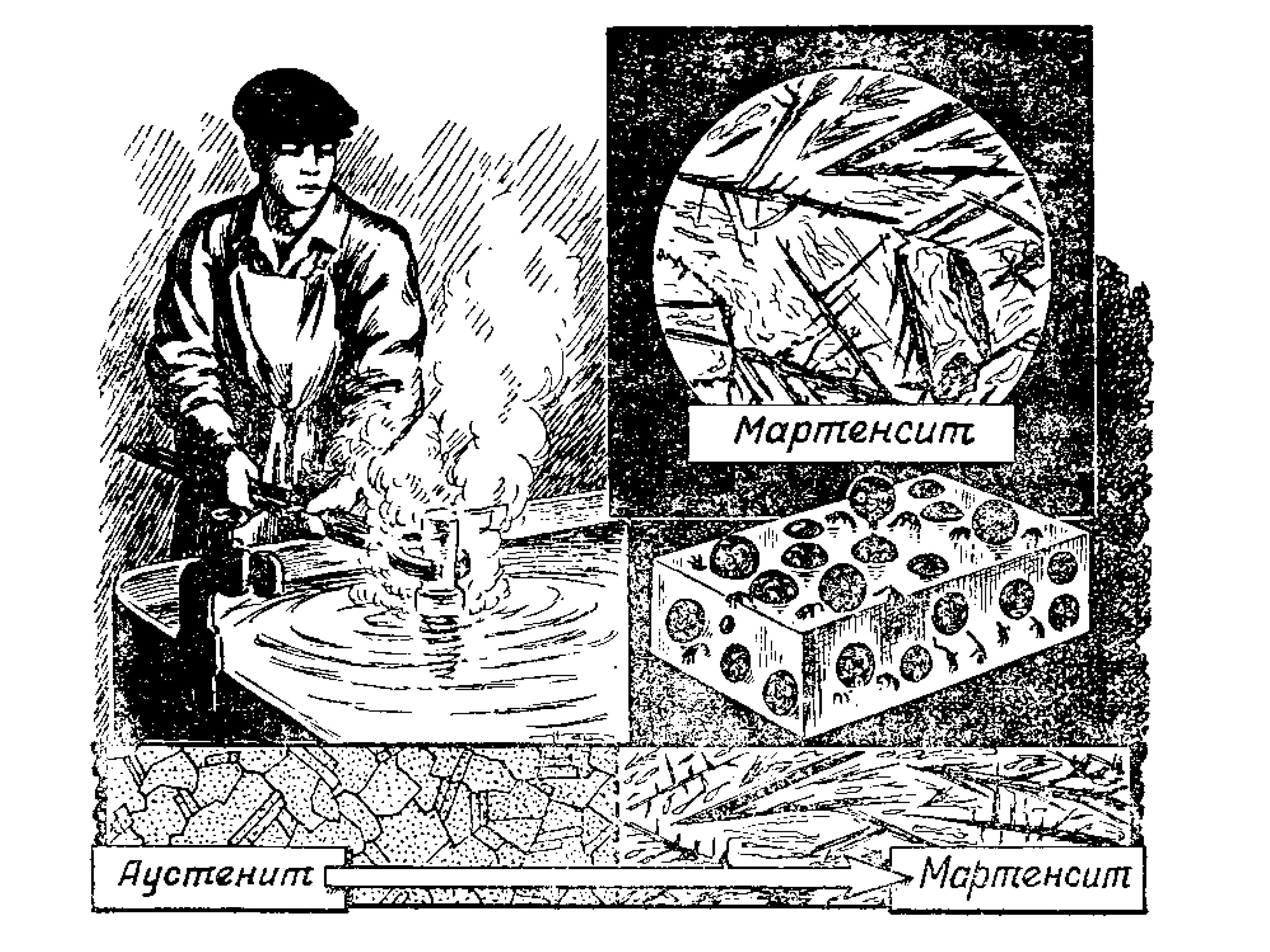
Эффект памяти формы — это явление возврата к первоначальной форме при нагреве, которое наблюдается у металлов после предварительной деформации. Он связан с тем, что каждый металл и сплав имеет свою кристаллическую решетку, с заданной архитектурой и размером. Но под воздействием изменения температуры и давления, происходит перестройка кристаллической решетки. Этот процесс называется «полиморфное превращение», происходящее в процессе термической обработки стали. В результате образуется фаза с новой кристаллической решеткой — мартенсит, в честь которого способ перестройки решетки получил название «мартенситного превращения». Такой полиморфный процесс предполагает, что упорядоченное передвижение молекул либо атомов в составе кристалла вызывает модификацию их расположения по отношению друг к другу.
При нарушении технологического процесса в этот момент могут быть заложены процессы связанные с эффектом памяти. Через какое-то время повреждённая сталь самостоятельно теряет свои свойства, например остроту. Хорошо заточенный нож, хранящийся на полке, вдруг перестает резать. Наиболее часто этот эффект проявляется в отношении дамасской стали, особенно изготовленной кустарным способом без соблюдения технологического контроля. Очевидно, что добиться устойчивой остроты на такой стали будет практически невозможно.
5. Применение качественных абразивов
Безусловно, максимальной остроты невозможно достичь без применения максимально качественных абразивов. При этом необходимо учитывать, что абразивы должны подходить к конкретной стали. В частности, важно понимать, что применение даже алмазных и эльборовых брусков не является универсальным методом заточки. Например, применение эльборовых брусков для заточки углеродистых и булатных сталей может дать негативный эффект. Он будет выражен в выкрашивании режущей кромки. Такие стали стоит затачивать более мягкими абразивами на основе карборунда (карбид кремния) или электрокорунда (оксид алюминия). Качество самих абразивов также может очень сильно отличаться в зависимости от производителя, который может экономить как на абразивном порошке, так и на компонентах связки. Результатом может быть выкрашивание абразива в процессе работы, оставление не равномерных грубых рисок на подводе и т.п.

Читайте также:
Острота ножа. Все ли зависит от заточника?
